Bending stainless steel flat bars requires precision and the proper tools. This procedure is essential in many processes, such as construction, architecture, and manufacturing, where tailored stainless steel pieces are often needed. Understanding the techniques and equipment involved in stainless steel bending, whether you’re a professional or a newbie, can improve precision and efficiency.
This post will provide you with all the requisite information for accurately undertaking the task by detailing the steps of metal bending, providing a list of the necessary stainless steel tools, describing common issues you might face, and providing expert advice for the best outcomes. After reading this post, you will be proficient at wielding this new skill, enabling you to output precision-engineered, reliable work.
How to Bend a Stainless Steel Flat Bar?

Tools Required
The following tools are needed to bend flat bars made of stainless steel effectively:
- A heat source (such as a propane torch)
- Hammer or mallet
- Workbench or vise
- Safety gear (gloves, safety goggles, and heat-resistant clothing)
- Measuring tools (like a ruler or caliper)
Step-by-Step Process
- Measure and Mark: Determine where the bend is needed and note the spot with a marker or pencil.
- Secure the Bar: The stainless steel flat bar needs to be mounted securely in either a vise or a workbench so that it does not move during the process.
- Apply Heat (if needed): A propane torch can heat the region that requires bending, softening the metal and minimizing the risk of cracks forming.
- Make the Bend: The bar can now be bent by applying force, either by hand or using a mallet. Care should be taken to apply slow force to prevent damage.
- Check Alignment: Angle and delineate where the bend rests to ensure they are aligned as required for both angle and bend.
- Cool Down: When the task is complete, the metal can cool by itself, or if the temperature needs to drop significantly faster, water can be used.
Tips for Optimal Results
- Always wear safety equipment, including goggles and gloves, to shield yourself from flames, cuts, and sharp edges.
- Try not to over-bend, as this may damage the material.
- Polish your skills on unused pieces of material and work on scrap pieces of material.
These guidelines allow you to bend a stainless steel flat bar accurately and effortlessly.
Understanding the Material’s Properties for Effective Bending
I always begin by learning the material’s properties before bending any stainless steel. This metal is strong and ductile, meaning it can be bent, although it requires specific methods to prevent cracks or weakening. I always check the grade of stainless steel I work with because some grades are more straightforward to bend than others. Heat application is significant because it lessens the chances of the material ‘springing’ back to its original shape. Because of the controlled heating, I can apply steady and even force while avoiding brazen amounts of force, allowing me to achieve cleaner bends without weakening the structural integrity.
Choosing the Right Bending Method for Your Project
The methods used for bending are dependent on the material, the complexity of the bend, and the accuracy level that is required for the project. Below is a breakdown of the most popular methods combined with technical details:
- Press Brake Bending
It is ideal for both large-scale and precise bending applications. Brake machines that use a die and punch to apply pressure to shape the material can accomplish this.
-
-
- Best for: Sheet metals like Aluminum and Stainless Steel
- Bend angle tolerance: ±0.5°
Minimum bend radius: Usually 1x-2x the thickness of the material
Material thickness range: 0.020 inches to 2 inches.
-
- Roll Bending
Roll Bending is ideal for forming cylindrical or curved shapes from thin metal sheets or plates. The cylindrical or spherical design is obtained from successive passes of the material through a set of rollers.
-
-
- Best for: Large radius curves, cylinders, pipes, and tubes
- Minimum roll diameter is dependent on material thickness and strength
- Generally, up to 6 inches of thickness capability for plate roll machines
- Best for: Large radius curves, cylinders, pipes, and tubes
-
- Rotary Draw Bending
Rotary Draw Bending is frequently used for high-precision tubing and piping bend work. This method involves holding the workpiece against the die and pulling it through a bend.
-
-
- Best for Tertiary, automotive, ornamental, and structural tubing fabrication.
- 52 mm minimum bend radius = 1.5x outer diameter of the tube
- The wall thinning allowance of tighter bends is up to 20%.
- Best for Tertiary, automotive, ornamental, and structural tubing fabrication.
-
- Heat-Induction Bending
Also known as Heat Induction bending, it is the method of making bends on a metal pipe or tube in which the length of the section is heated, and a smooth, even pressure is applied to bend the tube.
-
-
- Best for: Anything requiring heavy-duty piping like construction, oil, and gas.
- Propylene heating range: 1200°F–1800°F for carbon steel.
- Controlled cooling rate to prevent distortion.
- Best for: Anything requiring heavy-duty piping like construction, oil, and gas.
-
Considering material type, bend requirements, and production tier and assessing these methods allows for optimal reliability and efficiency. Always ensure safety standards and equipment specifications are maintained to ensure the quality and integrity of the structure.
Using a Bender or Brake: Which is Best?
One intuitive choice guides decision-making between a bender and a brake: the outcome objectives. Benders are perfect for achieving precise curved or tubular shapes for lower-volume custom projects. In contrast, I prefer a brake for more significant production runs that require consistent sheath metal angular bends.
Here are some aspects to consider:
- For a bender:
- Recommended tubing diameter: 0.125″ – 2″ (Machine size alters this).
- Minimum wall thickness for optimal bending without crimping: 0.035″–0.120″.
- For a brake:
- Sheet metal thickness: 20-gauge to 10-gauge steel (and equivalent materials).
- Maximum bend angle achievable: 135 degrees, depending on brake design.
Ultimately, every decision depends on the material type and the bend’s complexity. The tool must always be devised for the application and the configuration of the equipment to preserve the precision and integrity of the material.
What Are the Best Bending Techniques for Steel Flat Bars?

When bending steel flat bars, selecting the proper technique for maintaining material integrity and achieving precision is critical. Consider these:
- Press Braking: A press brake is best for completing high-precision steel flat bar bends. This method employs a die and punch system that works best for consistent straight angles.
- Roll Bending: Roll bending is used when smooth or cylindrical curves are desired. This technique uses rollers to bend the steel bar to the desired curvature.
- V-Bending: V-bending is often the preferred choice for small projects involving simple bends. A V-shaped die is used, which explains its popularity for simple applications.
- Heat Bending is best for complex curves or heavy-duty applications. Applying heat to the flat bar before bending helps prevent cracking, essential for thick and hard materials.
The selected technique will always depend on the required bend radius, the specific application, and the material thickness. Before achieving optimal results, make sure to set up your equipment correctly and consider the properties of the materials used.
Exploring Various Bending Techniques and Tools
While examining different bending methods and tools, I have come across many that are highly beneficial for a given project. In the case of simple bends, manually operated methods such as press bending or V-bending are pretty effective and easily accessible. CNC bending machines are unparalleled in precision and consistency for intricate designs. Heat bending is particularly compelling given that it is less likely to crack under heat, allowing for more complex shapes for thicker and more rigid materials. Ultimately, the right tool or method hinges on the material’s properties, the bend’s radius, and the application’s complexity. Following the setup of the equipment, basic safety measures should always be observed.
How to Minimize Spring Back in Stainless Steel
In applications that require high-precision turning, achieving accurate bends in stainless steel entails attention to detail, like minimizing spring back. Here are some effective methods and considerations:
- Material Selection and Grain Control
Pick grades of stainless steel with lower yield strengths because they are less likely to spring back. Moreover, bending along the direction of the grain instead of across it will reduce spring back because the deformation is more uniform.
- Overbending
Overbending is a practical method of bending the material more than the required angle. After springing back, the material will tend to relax into the target angle. To get the correct overbend angle:
-
-
- Bend Angle Adjustment = Desired Angle + Material Angle Spring Back
-
- Optimizing Tooling and Setup
The proper tooling is critical in reducing spring back:
-
-
- Tighter Die Radius: A smaller die radius can help reduce spring back.
- Die and Punch Materials: Utilizing good die casters ensures consistent results because tooling tends to wear.
- Press Tonnage: The proper tonnage settings should be set so the material gets fully deformed and recovers elastically as little as possible.
- Recommended Press Brake Radius for Stainless Steel = 2x Material Thickness (or lower).
-
- Applying Heat
Bending stainless steel while applying heat reduces yield strength, thus reducing spring back. However, the material’s mechanical properties must not change, so careful control is needed. This is why you need to stay between 200-400°F (93-204°C), depending on the grade of stainless steel.
- Using Stress-Relieving Techniques
Applying annealing after bending helps relieve internal stress and suppress spring-back effects. Such methods are applicable in complex bends.
- Finite Element Analysis (FEA)
For applications that require a high level of precision, simulation software, such as FEA, can predict spring back and is informative on bending the component.
By carefully selecting the material, modifying the bending tools, or applying thermal and stress relief, the amount of spring back in stainless steel can be effectively controlled for accurate and reliable outcomes. As a general guideline, tests must always be conducted within controlled environments before scaling up.
Ensuring High-Quality Results with a Hydraulic Press
Hydraulic pressing requires additional precautions to maintain the desired product quality compared to other processing techniques. For this reason, I focus on a combination of essential factors. Different types of hydraulic presses require specific types of press and tooling. The workpiece must align with the tools so that they are concentrically mounted. If proper alignment is neglected, uneven distribution of forces may occur, leading to the fracturing of workpieces. Applying the correct amount of pressure during the procedure is also essential. Consistency can be achieved by utilizing adjustable hydraulic controls, which guarantee the maintenance of hydraulic pressure throughout the entire working stage.
Controlling the pressure parameters is equally as important. These values should generally stay between the recommended levels where materials do not undergo permanent deformation. This commonly falls in the range of 15,000 to 30,000 PSI for stainless steel, depending on the material’s thickness. Furthermore, oversight of hydraulic presses is crucial for maintaining mechanical integrity—regular calibration and servicing help to counter the adverse effects of mechanical inaccuracies caused by worn-out parts. To further ensure an ideal outcome, lubricating components that experience motion and stress relieving the material reduce deformation surmounting. By following these guidelines, the result can be achieved with utmost precision and required strength.
Can You Bend 304 Stainless Steel Flat Bars?
Bending 304 stainless steel flat bars is possible. However, its strength, work-hardening characteristics, and potential for cracking require careful management to avoid failure. Precision, along with the correct tooling and sufficient force, can achieve success. Gradual bending facilitates precise and accurate bends by itself or with heat. Additionally, the material thickness of the bend radius must be considered to mitigate the risk of failure.
Working with 304 Stainless Steel: Tips and Tricks
When working with 304 stainless steel, it is critical to have tools that will not scratch the surface. I use professional-grade tools and equipment tailored for stainless steel for these tasks. This allows the rework of the material without compromising the structure’s integrity. To prevent cracking during bending, I apply gradual force mixed with heat, when necessary, to soften the material. Accuracy is achieved by being patient and precise throughout the entire process.
Overcoming Challenges in Bending Flat Stainless
Bending flat stainless steel has many difficulties, including considerable strength and low ductility compared to other metals. The following recommendations can be taken to cope with the challenges:
- Material Thickness and Bending Radius: The minimum recommended inner bending radius must be met while bending stainless steel. Most grades’ minimum inner bending radius should be at least one times the material thickness. Aim for 1.5 to 2.0 times the material thickness for thicker sheets and more challenging grades.
- Tooling and Equipment: Use appropriate tooling made from abrasion-resistant materials, such as hardened steel or carbide-coated tools, which can resist the wear from stainless steel’s hardness. Adjustable dies and punches should be applied so that the bends are clean and the surface is not damaged.
- Springback Compensation: Because of its elasticity, stainless steel tends to spring back more than other metals. To counter this, it is advisable to over-bend by two to four degrees past the intended angle based on alloy and thickness.
- Heat Application: For tighter bends or thicker materials, heat can decrease the chances of cracking and make deformation easier. However, care must be taken not to exceed the tempering temperature of the material, as this can change its mechanical properties.
- Grade-Specific Adjustments: Different grades of stainless steel require tailored approaches. For example:
-
-
- 304 Stainless Steel: Modest spring back and over-bending mean that gradual bending and moderate over-bending are required, even though formability is good.
- 316 Stainless Steel: Difficult bends require more force, slow, steady strength, and perhaps preheating, but the corrosion resistance is much better.
- 430 Stainless Steel is more brittle than austenitic grades, which increases the risk of cracking and requires careful handling.
-
Precision control during the bending process can achieve high-quality results, considering the abovementioned factors to minimize failure risks.
Understanding the Impact of Corrosion on Bending
Regarding addressing the impact of corrosion on the bending process, I acknowledge the significant weakening effect corrosion has on material integrity, increasing susceptibility to stress fractures or deformation. Pre-bent corroded areas are assumed to lack ductile strength, leading to material failure. The extent of corrosion should be determined; removing impacted areas is preferred before bending.
Underestimate material strength of numerically lower grade is less than expected, give particular attention to observing face value:
- Material Thickness: Bending problems caused by corrosion become worse for thinner materials.
- Bend Radius: Stress reduction is more significant for weakened or corroded areas with larger radii.
- Tensile Strength: Finding the remaining tensile strength for corroded materials confirms whether bending is possible.
- Surface Preparation: Outcomes can significantly improve by removing imperfections due to corrosion by cleaning and treating surfaces.
Careful evaluation and preparation increase the effectiveness and safety of bending operations on corroded materials.
What Tools Are Needed for Bending Stainless Steel Flat Bars?

To bend a flat bar fabricated out of stainless steel, the following specialist tools are required:
- Bench Vise: Used to secure hold the material being bent.
- Steel Bending Pliers: Essential for making more minor adjustments.
- Hydraulic Press Brake: This adaptability is needed for consistent bends in thicker bars.
- Angle Finder or Protractor: These measure the accuracy of the bend angle.
- Heat Source (e.g., Torch): Implements that need to be heated to become more bendable need to be heated to increase their malleability.
The tools mentioned above help achieve effectiveness while precision is retained without causing unwanted stress to the material.
Essential Bending Tools for Steel Fabrication
In my experience, the suggested tools guarantee easy and accurate steel bending. Firstly, a pair of high-quality steel bending pliers defines fine calculation adjustments. Secondly, a hydraulic press brake is ideal for larger bars being worked on perpendicular to the desired view direction. Lastly, a protractor or angle finder helps measure the intended bend angles, significantly improving the desired work’s accuracy. Whether or not heat is needed, a torch makes steel loosen its structure, thus relieving tension in the material. With these tools, the projecting outcome is a streamlined process that exudes professionalism.
Using Clamps and Jigs for Precision
Specific tools referred to as clamps, jigs, and others highly restrict the amount of movement when cutting or welding the workpiece out of scrap steel. The jig gets locked into position, taking advantage of metal bars for more excellent stability, while clamps contain the material, enabling certain rotation features during the various cutting steps. Such tools include C-clamps, bar clamps, or pipe clamps. Moreover, jigs are usually associated with some form of guiding template so that all repeats are as accurate as possible. In fabricating numerous steel bars or sheets, jigs facilitate repetitiveness by applying consistent vertical or horizontal cuts into the workpieces.
When executing a task with a jig, specially crafted parameters such as rigidly set alignment, spacing, and precise measurement become the primary focus. In addition to hardened steel, other forms, such as heat-resistant ones, can improve the jig’s lifetime. The maximum and minimum clamping strength should always be considered, averaging from 300 to 1300 pounds with medium-duty clamps focused on material depth, thickness, and cut, alongside additional project specifications, dramatically changing the value.
Finally, the allowance for the tolerances of any given jig should be more or less set to a precise 0.1mm, or 0.1 mm(sic) greater, to guarantee the specified ratio of success within repetitive cycles. With jigs and especially clamps working in tandem, the error level is shrunk drastically while concurrently improving the efficiency, leaving the polish physically visible in finished steelwork.
Investing in a Press Brake for Complex Bends
Investing in a press brake may be beneficial if you regularly perform complex and precise bends. Most modern press brakes are equipped with features such as CNC controls, greatly enhancing accuracy and repeatability, making them ideal for high-precision projects. When assessing a press brake, primary factors include bending force (tonnage), working length, and throat depth. For example, a small shop typically could use a press brake with a tonnage between 50 and 100 tons, a working length of around 6-10 feet, and a throat depth of 8-10 inches for most medium-duty applications. Also, the press brake must maintain bending accuracy within ±0.01 inches for tight tolerances. Given the intricate nature of modern projects, efficiency and quality in metal fabrication work can be improved dramatically by investing in a press brake tailored to the specific workload.
How Does the Bend Angle Affect Stainless Steel Flat Bars?
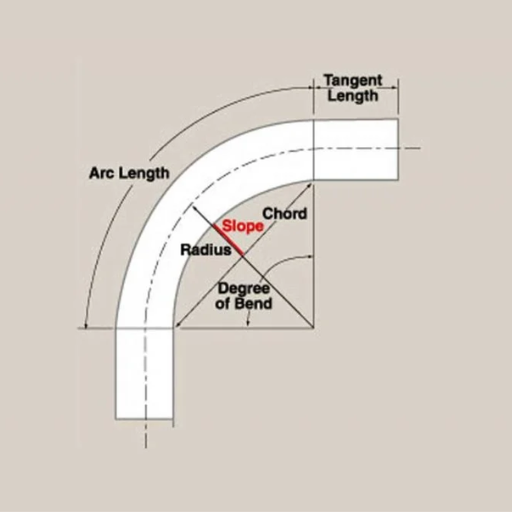
The bend angle critically affects the strength and use of stainless steel flat bars. The correct bend angle guarantees that the material will not lose strength and avoids stress concentration, possibly resulting in cracking or deformation. Moreover, the selected angle affects the final size and clearance of the shaped part in assembly operations. The bend radius should be calculated precisely because higher sharp bends will require modification to prevent material failure, particularly in stainless steel, which has low ductility relative to other metals.
Calculating the Ideal Bend Angle for Your Project
When calculating the ideal bend angle for my project, I pay attention to several factors that pertain to the material’s accuracy, precision, and integrity. First, I assess the type of material I am working with since its ductility and tensile strength influence the bend radius. For instance, stainless steel usually cracks if a smaller-than-required bend radius is used. Then, I consider the thickness of the material because it is more demanding to a less-obtuse angle in the case of thinner sheets, which means that deformation is a possibility. Referring to more general guidelines for bend radius alongside specific charts about the materials in question usually proves helpful. Lastly, tools such as CAD software or a reliable press brake machine do the desired work and aid in precision that is relevant to the specifics set out by the project.
Adjusting for Material’s Work Hardening
Work hardening, or strain hardening, occurs when plastic deformation of materials such as ductile metal increases strength but weakens it. To incorporate work hardening, necessary tolerances during the bending operation, flexibility, and the material’s overall strength need to be considered.
- Monitor the Material Type and Properties
Work-hardening is exhibited to some extent in materials like steel and aluminum alloys. Further, high-strength materials like stainless steel generally tend to work hard and, thus, require changes in the bending force used. For example, stainless steel grades 304 or 316 require higher tonnage with a press brake, and some may even need a 2-3× larger bend radius compared to mild steel.
- Adjust the Bend Radius
A greater bend radius is recommended for materials susceptible to work hardening to prevent cracking or defecting. As a rule of thumb, the bend radius must equal or exceed the thickness of the material (e.g., radius ≥ 1× material thickness).
- Reduce Bending Speed
Having slower gage bending speeds will help alleviate the concentration of stresses into the material’s axis, decreasing the amount of work hardening. This is most useful with brittle materials that must be bent without damaging the workpiece.
- Apply Heat Treatment When Necessary
It is advisable to anneal materials that have been made overly hard before bending, as this will help restore ductility and make processing easier. The annealing temperature will differ from material to material. For example, aluminum is said to have an annealing temperature of approximately 300-400 degrees Fahrenheit, while steel would require somewhere between 1200 -1300 degrees Fahrenheit.
- Aspects for Accuracy
-
-
- Minimum Bend Radius: Ranges from 1 to 3 times the thickness of an alloy and condition.
- Bending Force: Work-hardened materials require 20 to 50% more tonnage than their annealed counterparts.
- Bending Speed: A reduction is within 10-30% for increased control.
- Annealing Temperature (if needed):
- Aluminum alloys: 300-400F
- Temperature for stainless steel like 304 and 316 is 1200 to 1300F
-
By knowing the exact work hardening features of every material and using these parameters, every bending procedure is optimized without compromising quality and defects.
Ensuring Structural Integrity of the Bend
Maintaining the structural integrity of a bend, I focus on material type, bend radius, and tooling setup. First, I select a bend radius equal to, or greater than, 1.5 times the thickness of the material to reduce stress concentration. Also, appropriate die and punch tooling are incorporated to remove any form of excessive deformation or cracking. A lower bending speed coupled with annealing improves ductility for metals more prone to cracking, like Aluminum alloys. Applying force through the geometry is relevant, guaranteeing that the structure does not become inconsistent or warp during the bending process.
- Bend Radius: Greater than or equal to 1.5 x material.
- Bending Speed: The usual decrease is approximately 15 to 30% for hard materials.
- Punch and Die Selection: Proportional to material thickness and type.
- Annealing (if required):
- Aluminum alloys: 300-400F
- Stainless Steel (304, 316): 1200–1300°F.
With attention to these guidelines, I obtain precise bends without compromising the material’s structural properties.
References
Frequently Asked Questions (FAQ)
Q: What are some tips for bending stainless steel flat bars?
A: When bending stainless steel flat bars, use appropriate tools and techniques to ensure accurate results. Proper support of the bend area is essential, and heat should be considered to make the metal easier to bend and reduce the risk of cracking.
Q: What is the best way to achieve a uniform bend in a stainless steel bar?
A: To achieve a uniform bend, apply consistent pressure along the bend line and use a machine’s capabilities to your advantage. Proper preparation and alignment before bending are crucial for achieving the desired bend.
Q: How can I reduce the risk of cracking when bending stainless steel bars?
A: Heat can make the material more pliable, reducing the risk of cracking. To maintain integrity, allow the steel to cool naturally after bending. This approach is especially important when creating tight or 90-degree bends.
Q: Why is a stainless steel flat bar a good choice for various applications?
A: Stainless steel flat bars offer versatility, strength, and resistance to corrosion, making them suitable for a wide range of applications, including structural frameworks, decorative elements, and brackets.
Q: What should I consider before starting the bending process on a stainless steel bar?
A: Before starting the bending process, determine the project’s requirements, including the desired bend angle and radius. Ensure you’re working with the correct tools and setup to allow for better control and achieve the desired results.
Q: How does using a grinder help with stainless steel flat bars?
A: A grinder can be used to smooth the edges of a stainless steel bar, removing any contaminants or rough spots. This preparation ensures a cleaner bend and reduces the risk of imperfections along the bend line.
Q: What are some typical applications of stainless steel flat bars in construction?
A: Stainless steel flat bars are commonly used in the construction of frameworks, supports, and brackets due to their durability and corrosion resistance, making them ideal for both structural and decorative purposes.
Q: How can you ensure accurate results when bending these bars?
A: It is crucial to measure and mark the bend area precisely to ensure accurate results. Use reliable equipment for controlled bending, and double-check your measurements and setup before proceeding.
Q: Why is it essential to allow stainless steel to cool naturally after bending?
A: Allowing stainless steel to cool naturally after bending helps maintain its structural integrity and reduces the risk of introducing stresses that could lead to cracking or warping over time.





